
Bespoke flame-retardant multi-conductor network wires are custom-engineered cables containing multiple insulated conductors within a single jacket designed to resist the spread of fire. These specialized wires are critical for ensuring safety and maintaining network integrity in environments where fire risk is a significant concern, such as data centers, industrial facilities, and public infrastructure. Their design prioritizes not only high-performance data transmission but also adherence to stringent fire safety codes.
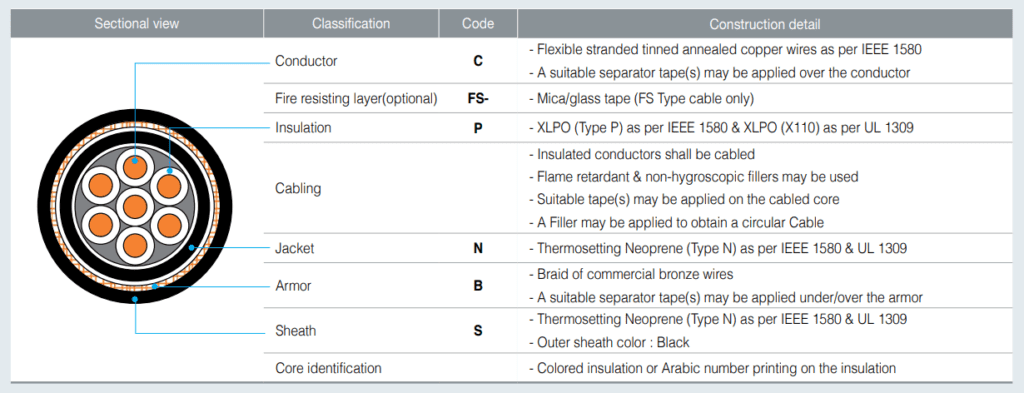
Table of Contents
- Understanding the Fundamentals: Flame-Retardant vs. Fire-Resistant
- Why Multi-Conductor Configurations are Essential for Modern Networks
- Deconstructing Flame-Retardant Ratings: CM, CMR, and CMP Explained
- What Are the Key Jacket Materials in Flame-Retardant Wires?
- The Significance of Bespoke Cable Design for Specialized Applications
- Critical Standards and Certifications for Safety Compliance
- How to Specify Your Custom Flame-Retardant Multi-Conductor Cable
- Common Applications for Custom Flame-Retardant Wires
- The Manufacturing and Quality Assurance Process
Understanding the Fundamentals: Flame-Retardant vs. Fire-Resistant
When discussing cable safety in relation to fire, the terms flame-retardant and fire-resistant are often used, but they describe two distinct and critical properties. Understanding this difference is fundamental to selecting the correct cable for any application. It is a distinction that directly impacts both safety compliance and system survivability during a fire event.
A flame-retardant cable is designed to resist the spread of fire. When exposed to flames, the materials in the cable’s jacket and insulation will self-extinguish once the heat source is removed. The primary goal is to prevent the cable itself from acting as a fuel source and propagating a fire along its path from one area to another. This is the most common type of safety rating for network and control wiring used in commercial and industrial buildings. The focus is on containment and limiting damage.
Conversely, a fire-resistant or circuit integrity cable is engineered to continue functioning for a specified period while under direct fire exposure. Its purpose is to maintain power or data transmission for critical life-safety systems, such as emergency lighting, fire alarm systems, and evacuation communications. These cables are built to withstand extreme temperatures and physical degradation to ensure that essential systems remain operational, facilitating a safe and orderly evacuation.
Why Multi-Conductor Configurations are Essential for Modern Networks
The move toward multi-conductor configurations in network and control systems is driven by a need for efficiency, performance, and simplified management. A multi-conductor cable consolidates multiple individual wires or twisted pairs within a single, unified outer jacket. This seemingly simple design choice offers profound benefits for complex installations and high-performance systems.
Streamlining Complex Installations
Instead of pulling numerous individual cables through conduits, trays, or plenums, installers can run a single multi-conductor cable. This dramatically reduces installation time and labor costs. Cable management becomes significantly easier, resulting in a cleaner, more organized, and more accessible infrastructure. For systems requiring dozens of connections, such as in industrial control panels or data center racks, this consolidation is not just a convenience—it is a necessity for scalability and maintenance.
Enhancing Signal Integrity and Reducing Crosstalk
In a professionally engineered Bespoke Flame-Retardant Network Wires, the internal geometry is precisely controlled. Conductors are often twisted into pairs with specific lay lengths to minimize electromagnetic interference (EMI) and crosstalk between adjacent pairs. A common outer jacket, which can incorporate specialized shielding like foil or braid, provides an additional layer of protection against external noise sources. This integrated design ensures stable, high-fidelity signal transmission, which is critical for high-speed data networks and sensitive analog control signals.
Deconstructing Flame-Retardant Ratings: CM, CMR, and CMP Explained
The National Electrical Code (NEC) in the United States defines a clear hierarchy for flame-retardant communications cables to ensure they are used in appropriate locations. These ratings—CMP, CMR, and CM—are determined by how a cable performs in standardized flame tests, simulating different installation environments. Choosing the wrong rating can lead to code violations and severe safety hazards.
Each rating corresponds to a specific application area within a building’s structure. A higher-rated cable can always be used in place of a lower-rated one, but not the other way around. For example, CMP (Plenum) cable can be used in riser and general-purpose applications, but CM cable cannot be installed in plenum airspaces.
| Rating | Full Name | Typical Use Case | Flame Test Standard (UL) | Fire Propagation Characteristic |
|---|---|---|---|---|
| CMP | Communications, Plenum | Air-handling spaces (plenums), ducts, and above suspended ceilings. | NFPA 262 / UL 910 “Steiner Tunnel Test” | Must have low smoke production and minimal flame spread. The most stringent rating. |
| CMR | Communications, Riser | Vertical shafts connecting floors, such as in elevator shafts or utility closets. | UL 1666 “Riser Flame Test” | Must prevent fire from spreading from floor to floor. Less strict on smoke than CMP. |
| CM/CMG | Communications, General Purpose | Horizontal wiring on a single floor, patch cables, and residential applications. | UL 1685 “Vertical Tray Flame Test” | Must prevent flame spread in a limited, localized area. The baseline rating. |
What Are the Key Jacket Materials in Flame-Retardant Wires?
The jacket material is the cable’s first line of defense against both environmental factors and fire. The choice of material is directly linked to the cable’s flame-retardant rating, flexibility, chemical resistance, and cost. Each polymer offers a unique balance of properties tailored for specific environments.
Polyvinyl Chloride (PVC)
PVC is one of the most common jacketing materials due to its versatility, durability, and cost-effectiveness. It is inherently flame-retardant and is the standard material for CM/CMG and CMR-rated cables. While excellent for general-purpose and riser applications, standard PVC produces heavy smoke and harmful hydrogen chloride gas when it burns, making it unsuitable for use in air-handling spaces or enclosed public areas where smoke toxicity is a major concern.
Low Smoke Zero Halogen (LSZH)
LSZH compounds were developed specifically to address the shortcomings of PVC in a fire. When exposed to flames, an LSZH jacket emits very little smoke and, as the name implies, no toxic halogen gases. This makes it the material of choice for use in confined or densely populated spaces like subways, tunnels, ships, and data centers where safe evacuation is the top priority. While its flame-retardant properties are excellent, LSZH jackets may offer less flexibility and chemical resistance than PVC in some formulations.
Fluorinated Ethylene Propylene (FEP)
FEP is a high-performance fluoropolymer used for CMP (Plenum) rated cables. It possesses outstanding fire-retardant properties, producing very little smoke and having a high melting point. Its low-dielectric constant also makes it an excellent insulator for high-frequency data cables. The exceptional fire performance of FEP allows cables to be installed safely in plenum spaces without the need for conduit, but this performance comes at a significantly higher material cost compared to PVC or LSZH.
The Significance of Bespoke Cable Design for Specialized Applications
Off-the-shelf cables are sufficient for many standard applications, but they often fall short when faced with unique environmental, mechanical, or electrical challenges. This is where bespoke cable design becomes indispensable. Customization allows for the precise engineering of a cable to meet the exact requirements of a specific system, ensuring optimal performance, longevity, and safety.
The process involves tailoring every component of the cable. This includes selecting the number of conductors, their gauge (AWG), and the insulation material to match voltage and data rate requirements. It can involve designing complex shielding configurations—such as individual pair foils combined with an overall braid—to combat severe EMI in a noisy factory environment. The jacket material and thickness can be specified to resist specific chemicals, extreme temperatures, UV exposure, or constant abrasion.
Expert manufacturers, such as D-Lay Cable, leverage deep engineering expertise and advanced manufacturing capabilities to deliver these highly tailored solutions. By partnering with a specialist, clients in sectors like industrial robotics, medical imaging, and aerospace can procure cables that are perfectly optimized for their application, rather than compromising with a standard product. This collaborative approach ensures that the final cable is not just a component but a fully integrated part of a high-performance system.
Critical Standards and Certifications for Safety Compliance
Adherence to industry standards is non-negotiable for flame-retardant cables. These standards ensure that products are safe, reliable, and perform as expected. Certifications from recognized bodies provide third-party validation that a manufacturer’s products meet these rigorous requirements, offering peace of mind to specifiers, installers, and end-users.
Key standards and organizations include:
- The National Electrical Code (NEC/NFPA 70): This is the benchmark for safe electrical design and installation in the United States. It dictates where different types of flame-retardant cables (CMP, CMR, CM) can and cannot be used.
- Underwriters Laboratories (UL): UL is a global safety certification company that develops standards and tests products for safety. A UL listing on a cable indicates it has passed specific flame tests, such as the UL 1666 Riser test or the UL 910 Steiner Tunnel test for plenum cables.
- CE Marking: For cables sold within the European Economic Area, the CE mark indicates conformity with health, safety, and environmental protection standards. For cables, this often involves compliance with the Construction Products Regulation (CPR), which classifies cables based on their reaction to fire.
- ISO 9001: This certification pertains to a company’s quality management system. A manufacturer with ISO 9001 certification, like D-Lay Cable, demonstrates a commitment to consistent quality, process control, and continuous improvement in their production.
How to Specify Your Custom Flame-Retardant Multi-Conductor Cable
When approaching a manufacturer for a custom cable, providing a clear and detailed set of requirements is crucial for a successful outcome. The specification process involves defining the operational and environmental conditions the cable will face. What information is needed to begin the design process?
Defining Electrical and Performance Requirements
This is the core functional data for the cable. You will need to identify the number of conductors required, their required American Wire Gauge (AWG), and whether they are solid or stranded (for flexibility). Other critical details include voltage rating, impedance requirements (e.g., 100 ohms for Ethernet), data transmission rates, and any specific shielding needs to protect signal integrity from internal crosstalk or external noise.
Identifying Environmental and Installation Constraints
Describe the environment where the cable will live. This includes the required flame-retardant rating (CMP, CMR, CM, or LSZH), the operating temperature range, and exposure to any elements like moisture, chemicals, oils, or UV radiation. Mechanical demands are also important—will the cable be subject to flexing, torsion, abrasion, or high tensile loads? Providing these details ensures the manufacturer selects the right insulation, shielding, and jacketing materials for long-term reliability.
Common Applications for Custom Flame-Retardant Wires
Custom-engineered flame-retardant, multi-conductor cables are deployed across a wide range of mission-critical and high-value industries where safety and performance cannot be compromised. Their ability to combine data, control, and sometimes even low-voltage power into a single, robust, and safety-rated package makes them invaluable.
Typical applications include:
- Data Centers: CMP-rated multi-conductor cables are run in under-floor and overhead plenums to connect servers and networking equipment, where high-density and fire safety are paramount.
- Industrial Automation: In factories, these cables connect sensors, actuators, and control panels on robotic arms and machinery, often requiring high flexibility and resistance to oils and chemicals.
- Building Management Systems: CMR and CMP cables consolidate wiring for HVAC, security, and access control systems, running vertically and horizontally through buildings.
- Public Transit and Transportation: LSZH cables are used extensively in subways, airports, and railway cars to minimize smoke and toxic gas exposure during a potential fire.
- Medical and Laboratory Equipment: Custom multi-conductor cables are used in diagnostic and imaging equipment, requiring high signal integrity and often biocompatible or sterilization-resistant materials.
The Manufacturing and Quality Assurance Process
Creating a high-quality bespoke flame-retardant cable is a multi-stage process that relies on precision engineering and rigorous quality control. It begins with the selection of certified raw materials, including high-conductivity copper and polymer compounds formulated for specific flame-retardant and physical properties.
The manufacturing sequence typically involves drawing the copper to the correct gauge, applying the primary insulation via extrusion, twisting the conductors into pairs or groups with precise lay-lengths, applying any necessary shielding, and finally, extruding the outer jacket. Throughout this process, in-line monitoring systems check for dimensional accuracy, concentricity, and electrical continuity.
Crucially, the process does not end on the production line. Reputable manufacturers perform extensive final testing on finished cable batches. This includes electrical tests for continuity, impedance, and capacitance, as well as physical tests for tensile strength and elongation. For flame-retardant cables, lot-sample flame testing may be conducted to verify compliance with the designated rating (e.g., UL 1685). This commitment to quality assurance, often governed by a certified ISO 9001 system, ensures that every cable shipped meets the exact specifications and safety standards required by the customer.